东莞市冲压行业协会 冲压行业业务咨询|||
13712751419

2024-07-17 04:11:44
冲床,也被称为冲压机,其中心功能是通过压力作用将金属材料或塑料材料塑造成特定的形状或零件。冲床的工作原理可以大致分为以下几个步骤:驱动系统启动:冲床的动力来源通常是电动机,电动机带动飞轮转动,进而通过离合器、齿轮等传动机构驱动曲轴旋转。连杆机构转换运动:曲轴的运动通过连杆机构转换为滑块的直线运动。在这个过程中,连杆和滑块之间的转接点(通常为球型或销型机构)起到了关键的作用,它将曲轴的圆周运动转换为滑块的直线往复运动。模具冲压:当滑块向下运动时,上模与下模之间的材料受到压力作用而发生塑性变形,从而得到所需的形状和尺寸。加工完成后,滑块上升,模具分离,取出加工件。相较于传统机械加工,冲床能够节约材料和能源,降低生产成本。下拉式冲床维修

冲床应用的优势高效率冲床具有高效的生产能力,能够在短时间内完成大量工件的加工和成形。这得益于冲床的高速运动和高精度控制,使得冲压过程更加迅速和准确。高精度冲床通过精确的模具设计和高精度的控制系统,可以实现高精度的冲压和成形操作。这对于需要高精度加工的工件来说尤为重要,能够确保产品的质量和性能。灵活性冲床可以通过更换不同的模具来适应不同的生产需求。这种灵活性使得冲床能够适应多种产品、多种材料的加工要求,提高了设备的利用率和生产效率。自动化程度高现代冲床通常配备有自动送料、自动取件等自动化设备,能够实现全自动化的生产流程。这不仅提高了生产效率,还降低了人工成本和操作难度。辽宁H型冲床保养冲床的操作性能可靠,定位准确,减少了加工误差。

冲床的操作流程准备工作:启动冲床前,应确保冲床周围无人员或障碍物,以免影响设备正常运行。同时,穿戴好安全防护用具,如安全帽、护目镜、手套等。开机启动:按照设备说明书的要求,正确启动冲床。在启动过程中,注意观察设备的运行状态,如有异常情况应及时停机检查。调试模具:根据工件加工要求,调试模具的间隙和位置。在调试过程中,应注意模具的紧固度和对中性,确保模具与工件之间的配合精度。调试完成后,应进行试冲操作,检查工件的加工效果和设备的工作状态。放置工件:将工件放置在模具的正确位置,并使用夹具或定位装置固定工件。在放置工件时,应注意工件的方向和位置,避免工件在冲压过程中移位或变形。冲压操作:按下启动按钮,开始冲压过程。在冲压过程中,应注意观察设备的运行状态和工件加工情况,及时调整设备参数和模具间隙,确保加工质量。同时,保持注意力集中,避免分心或疲劳导致操作失误。取出工件:冲压完成后,使用工具取出工件,并检查工件的加工质量。如发现质量问题,应及时调整设备参数或更换模具。停机清理:完成加工任务后,关闭冲床电源,停止设备运行。同时,清理设备表面和内部的油污、废料等杂物,保持设备整洁。
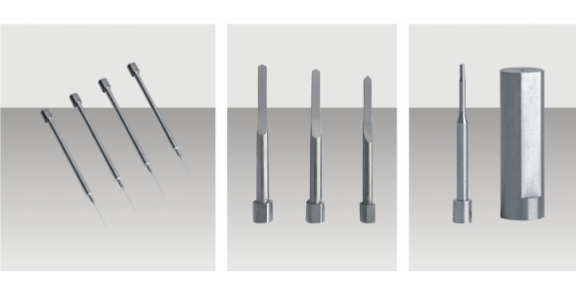
具体来说,冲床的工作原理可以分为以下几个步骤:动力系统提供能量:冲床的动力系统通常由电动机、液压系统或气动系统组成。这些系统提供必要的能量来驱动冲床的运动部分。传动系统传递能量:传动系统负责将动力系统的能量传递到冲床的冲压部分。在机械式冲床中,这通常是通过曲柄连杆机构来实现的,将电机的旋转运动转换为滑块的直线往复运动。在液压式冲床中,液压系统则通过液压缸驱动滑块进行运动。模具的作用:模具是冲床中的关键部件,由凸模(上模)和凹模(下模)组成。凸模和凹模之间的相对运动,使得工件在模具中被冲压成形。冲压过程:在冲压过程中,滑块(通常携带着凸模)向下运动,与固定在工作台上的凹模相配合。当滑块与凹模接触时,工件被夹持在模具中,受到来自凸模的冲击力。这个冲击力使工件在模具中产生塑性变形或分离,从而得到所需的形状和尺寸。循环往复:完成一次冲压后,滑块在传动系统的驱动下返回到初始位置,以便进行下一次冲压。整个冲压过程可以循环往复进行,以实现连续生产。随着科技的发展,冲床的性能和功能也在不断提升。
与传统机械加工相比,冲床在加工过程中能够充分利用材料,减少废料产生。通过模具的设计和优化,冲床可以精确地切割和冲压出所需形状的工件,减少材料的浪费。此外,冲床采用电能作为动力源,相比传统机械加工中的切削力等能源消耗方式,具有更高的能源效率。这种材料节约和能源效率的优势使得冲床在工业生产中具有重要的经济价值。冲床的操作相对简单,经过专业培训的操作人员可以迅速掌握其操作技巧。同时,冲床可以与自动化送料装置等辅助设备配合使用,实现自动化生产。这种自动化生产方式不仅提高了生产效率,还降低了操作人员的劳动强度。此外,冲床还具有送料出错检测、预裁、预断等装置,进一步提高了生产过程中的安全性和可靠性。冲床的加工精度高、稳定性好,为产品质量提供了保障。珠海高伺服冲床现货
冲床在智能制造和数字化工厂中扮演着重要。下拉式冲床维修
冲床操作流程开机启动:按照设备说明书的要求,正确启动冲床。在启动前,应确保设备周围无人员或障碍物,以免影响设备正常运行。调试模具:根据工件加工要求,调试模具的间隙和位置。在调试过程中,应注意模具的紧固度和对中性,确保模具与工件之间的配合精度。放置工件:将工件放置在模具的正确位置,并使用夹具或定位装置固定工件。在放置工件时,应注意工件的方向和位置,避免工件在冲压过程中移位或变形。开始冲压:按下启动按钮,开始冲压过程。在冲压过程中,应注意观察设备运行状态和工件加工情况,及时调整设备参数和模具间隙,确保加工质量。取出工件:冲压完成后,使用工具取出工件,并检查工件的加工质量。如发现质量问题,应及时调整设备参数或更换模具。下拉式冲床维修